「有限会社 新紀工業」旋盤コラムVOL.1。さまざまな種類がある工作機械。それぞれどんな加工能力があるのか?職人目線でご説明します。
大阪府にて建築金物 家具金物 楽器関連部品 工業用部品 等を製造。
こだわりのNC旋盤加工 有限会社 新紀工業
大阪府八尾市南久宝寺2-6-1-1
TEL. 072-992-8653
FAX. 072-992-8673
営業時間 AM9:00 ~ PM18:00

更新日:2019年11月18日
金属加工に用いる工作機械の種類。
皆様は、検索エンジンで、何かしらの金属製品の製作工場を探すとき、検索結果画面には、「マシニング加工は、~製作所へ!」とか、「フライス、マシニング加工の~精機!」」とか、「~精密切削なら、~工業へお任せ!」などという文言が検索画面に並んでいると思います。
金属業界に携わる人間ならば、そんな言葉でも十分伝わりますが、普通の人はそんな言葉知らない。ましてやどんな加工ができる工作機械なんてわからないですよね。
そこでこちらのページでは、その工作機械の種類について、「現場の職人目線」で書かせていただこうと思います。
1.ボール盤、タッパー

写真左は、弊社保有のボール盤と呼ばれる機械。さまざな太さのドリルを取り付け、主に穴開け加工を行う工作機械です。
中央に見える丸型の工作台の上に加工物を固定し、回転するドリルを押し当てることによって穴を開けます。工作機械分野で一番の基礎となる工作機械です。
そして、写真の右側に写っているのが、通称「タッパー」と呼ばれる、ねじ切り専門の工作機械です。ボール盤やフライス盤で開けた穴に、自動でねじ切りを行うことができます。
ネジというのは、さまざまなネジピッチ(M4とかM8など)がありますが、それぞれのピッチに応じた歯車を機械左横に取り付け、また「タップ」と呼ばれるねじ切り工具を中央部に取り付けて上下させることによって、どんなピッチのねじ切りでも対応できます。
ですので、ボール盤とタッパーはセットで必要となってくる工作機械ともいえます。
2.フライス盤

次に紹介するのは、「フライス盤」と呼ばれる工作機械です。
写真に写っているのは弊社保有の「縦フライス」と呼ばれる機械で、これを使用した切削法を、よく「フライス加工」と呼びます。
この機械は、写真中央の工作台が、右へ左へと動くようになっており、そこに加工物をバイスなどで固定します。そして、高速回転する「フライス」という切削工具を上から下へ押し当てながら、工作台を右へ左へと移動させることによって、金属を平らに切削することができる工作機械です。
3.汎用旋盤
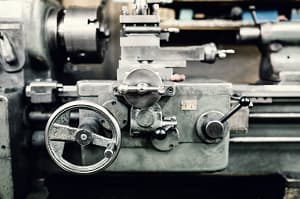
こちらは汎用旋盤。プログラム制御のNC旋盤の前世代となる工作機械です。
旋盤とは、丸い棒状の金属材料を高速回転させ、そこに刃物やドリルといった切削工具を押し付けながら移動させることによって、品物の形状に削り出す工作機械です。
汎用旋盤は、刃物やドリルを金属材料に近づけるという動作を、職人自らが、レバーやハンドルなどを回して操作しながら行い、金属を削る機械です。ですので、職人が自らの手で切削具合を感じ取りながら加工するため、個人の技量がものをいう仕事となります。
また、プログラムを考えて作成する時間が必要ないため、試作品や特注品など1点モノの品物を制作することには適しています。
しかしながら、バイトと呼ばれる刃物部分を、切削工程(粗削り、、仕上げ削り、外径ネジきり、内径ネジきりなど)ごとに、一回一回人間が取り替えないといけないという点では手間がかかります。
次の項に記載している旋盤の場合は、タレットと呼ばれる刃物台に、同時に10種類以上の刃物やドリルをあらかじめ固定しておくことができ、プログラムによって自動的に交換できますので、その分、時間の節約になります。
よって、汎用旋盤の場合は、品物一つあたりの加工時間が長くなってしまいますので、どうしても大量生産には少し不向きな工作機械といえます。
4.NC旋盤

前述した汎用旋盤での切削加工を、プログラムによる数値演算、自動制御で行う工作機械が「NC旋盤」です。工作機械分野では一番ポピュラーで、販売台数も多い工作機械です。
先ほどとは違い、「どのように削るか?」を機械に指示する加工プログラムを作成する必要がありまして、それに時間を費やします。
しかしながら、準備さへ整えれば、スタートボタンを押すだけで、10個でも1000個でも1万個でも、連続して生産することが可能で、大量生産に適している工作機械といえます。
また、切削工具とプログラムなどの準備さへ適正に行っていれば、機械を運転する人間によって製品の仕上がりに差が生じないため、均一な品質を保つことができます。
工場によっては、このNC旋盤を24時間運転し続けている工場もあり、夜になると人間は帰宅し、機械だけは休むことなく稼働しているという工場まであります。
しかしながら、無人で夜間運転すると、途中で寸法精度に不備が生じた場合でも対応できないため、朝出社してから「アーーーっ!」と後悔することも、多々あるもです。(私も経験済み(笑))
NC旋盤自体にもいろいろと種類がありますので、以下に記載させていただきます。
※「スピンドルとは、材料を固定して回転する主軸部分です。」
※「タレットとは、何種類もの切削工具を固定する刃物台です。加工の1工程が終わると、次の工程で使用する刃物を旋回して呼び出し、2工程目の加工を行います。」
1.「NC自動旋盤 1スピンドル 1タレット」
一番ポピュラーな普及型です。1つのスピンドルで材料を固定し、金属材料を加工し終えたら、最後は切り落として機械から搬出する方式です。ですので、切り落とした側の端面はもう一度切削しなおす必要があります。
2.「NC背面式旋盤 2スピンドル 2タレット」
金属材料の表の面を加工し終えると、2つ目のスピンドルで品物を持ち替え、今度は裏面をも同時に切削する方式で、2次工程までを1台の機械で、なおかつ同時進行で行うことができます。弊社も保有しております。
3.「NC長尺用旋盤」
棒状だけど、非常に長ーい(数m)の品物の加工に適した工作機械です。例えば、大型印刷機のローラーや、大型機械のシャフトなどを制作したりします。私事ですが、友人がこれの仕事をしています。
4.「NC正面旋盤」
こちらは逆に、非常に太ーい、材料径(最大で直径4、5m)の品物の加工に適した工作機械です。私はこれが、実際どんなものかは知ってはいますが、今までこの世界で仕事をしてきて、この目では写真でしか見たことがないです。
5.「NC立旋盤」
本来旋盤は、主軸部分が横向きになっていますので、金属材料も横向きに高速回転しています。それに対して立旋盤は主軸が立向きになっており、回転する材料に向かって刃物が上から下に移動しながら切削する工作機械です。
※イメージでいうと、電子レンジの中でお皿がグルグルまわっている感じです。
横向きにすると重さで歪んでしまうような重量物の切削に適しています。
5.マシニングセンタ

先ほどまでの工作機械では、「丸い金属材料」を高速回転させながら切削していましたが、基本的に四角材や板材などの、平面切削など、フライス加工はできません。(工夫次第ですが。)
そこで、四角材、板材のような材料をプログラム制御で切削する場合は、「マシニングセンタ」という工作機械を用います。
旋盤は、「材料が高速回転する(旋削)」仕様でしたが、それに対してマシニングは、「ドリル等の切削工具が自ら高速回転し」、固定された金属材料に近づき、平面切削、曲面切削、溝入れ、ねじ切り、穴あけ、などの加工をするという方式になります。
ですので、いろいろな形状を制作することができ、マシニングセンタの種類としましては、
「立型マシニングセンタ・・・おそらく一番ポピュラー、多品種、少量生産向き」
「横型マシニングセンタ・・・加工精度が高く、大量生産向き。自動で給材も可能。」
「門型マシニングセンタ・・・前から見ると、門のような形をしているマシニング、加工台の面積が非常に大きく、大型の品物に適しています。」
のように、大きく3つにわけることができます。
6.ターニングセンタ
「旋盤で例えばジュース缶のような形状の品物を製作した。でも横からも穴を開けたい、ねじ切りもしたい。」
という場合、普通のNC旋盤では機械内では行えませんので、2次加工として、ボール盤やフライス盤、あるいはマシニングセンタで再度加工を行ったりします。
(※弊社はこのパターンです。こっちのほうが気楽で早いので。)
しかしながら、その2次加工、3次加工までを一つの機械内部で行ってしまう工作機械が、複合旋盤「ターニングセンタ」です。
複合旋盤の「複合」とは、「旋盤による旋削機能」と「マシニングセンタによるフライス機能」を併せ持つ。という意味になります。
2次加工、3次加工、など、すべてがターニングセンタ内部できてしまいますので、「複雑な形状の品物を大量に生産したい」という場合には非常に有効だと思います。
また、最近では6軸の制御が可能な複合機も販売されているようです。
6軸ってすごいですね。。ただ、その6軸分すべてのセッティング「工具選び、取り付け、各工程での加工プログラムなど」をいちいち全部設定しないといけないので、大量生産向きじゃないでしょうか。少しぐらいの生産ロットの品物で、毎回6軸分の段取りをするのは「ちょっと面倒だな」と思うのが本音なような気もします。
以上、簡単にですが説明させていただきました。何かのご参考になれば幸いです。
著者:(有)新紀工業 WEB担当 新井元紀
経歴:大阪電気通信大学制御機械工学科 2002年卒業。
大阪電気通信大学大学院博士課程 機械工学専攻 2004年修了。
精密機器スピンドル用スパイラル溝付ジャーナル軸受の研究に携わる。
修了後、同年(有)新紀工業に入社。現在に至る。