「有限会社 新紀工業」旋盤加工コラムVOL.5。旋盤切削加工における挽き目・構成刃先・切削ビビリついてのお話。
大阪府にて建築金物 家具金物 楽器関連部品 工業用部品 等を製造。
こだわりのNC旋盤加工 有限会社 新紀工業
大阪府八尾市南久宝寺2-6-1-1
TEL. 072-992-8653
FAX. 072-992-8673
営業時間 AM9:00 ~ PM18:00

更新日:2020年2月15日
旋盤加工における挽き目について
1.旋盤加工における挽き目とは
普段、弊社で加工した製品を取引相手の業者様などに見ていただく機会があったときに
「なにこれ、どうやってこんな綺麗に削ってるの?裏ワザか?」
と聞かれるのですが、正直なところ裏技というほどすごいことは、行っていないです。ダイヤモンドの刃で削るような、ずるいこともしていないです。(笑)
でも、少しだけご紹介します。
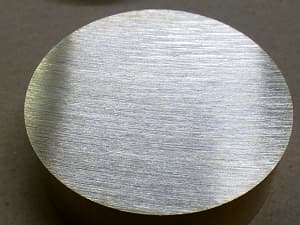

上の写真をご覧ください。
左の写真は、真鍮の丸材を、ただ切断機でブツ切りにしたものです。よく見ると、緩やかな円弧のような模様が何重にも現れています。これは、切断機に取り付けられている大きな「丸ノコ」が、旋回しながら真鍮の切断面を通った跡です。
そして右側の写真はNC旋盤で切削した真鍮製品です。少し確認しづらいのですが、よく見ると「同心円状」にいくつもの丸い筋のような模様が入っています。これは、旋盤内部で高速回転している真鍮材料の表面を、刃物(チップ)がなぞりながら削っていった跡です。
これらの削り跡が、業界用語でいう「挽き目」(ひきめ)と呼ばれるもので、削り方が悪いと、もっとガタガタの粗い切削面になります。
この現象は、どんな刃物(チップ)やドリルで切削しても、少なからず現れます。
ほとんどの旋盤加工業者様は、製作した製品を、自分でこだわって研磨してみたりはしないので、寸法通りに切削できていれば、「挽き目」自体には無頓着な割合が多いと思います。
しかしながら、メッキや塗装などをせず、生地の状態で製品として使用する場合は挽き目が目立ちますし、加工後にバフ研磨をする場合は、金属表面がきれいな方が研磨しやすいのです。
ですので、そうならないように、「挽き目が目立ちにくいように切削する。」工夫が必要になりますが、きれいな切削面に仕上げる技術につきましては、弊社が特にこだわっているところになります。
そんな「挽き目」を粗悪にさせる要因には以下のようなものが挙げられます。
2.構成刃先
よく、加工が終わった旋盤内部で刃物となるチップを確認すると、刃先に加工物(被削物)の色が付着していることがあります。これは、色が付着しているだけではなく、真鍮材なら真鍮のごく一部の微量な塊が、チップの刃先に付着して硬化しているものです。
この硬化した付着物は、チップの刃先を覆うように固まり、もともとのチップに代わって、直接加工物に触れて切削します。
これがいわゆる、「被削材がチップ先端へ付着することによって新しく構成される刃先=構成刃先」と呼ばれるものになります。
この構成刃先が生じると刃先と加工物との間で発生する切削抵抗が変動し、基本的には挽き目は粗くなります。
弊社では構成刃先が発生しても、表面が粗くならないような主軸回転数、切削速度、チップの選定、その他の条件を把握しておりますので、大量生産や重切削でも切削面を綺麗に保つことができます。
3.切削ビビリ
NC旋盤で金属を削っていると、いきなり「キーン」という切削音が鳴ることがあります。そして切削された加工物を見ると、「縞々」のような模様が現れています。
簡単に言うと、これが「切削ビビリ」と呼ばれるもので、特定の加工条件になった時に、刃先と被削物との間で微少な振動が発生するために生じます。
この切削ビビリも切削面が粗くなる要因の一つでして、切削ビビリ部分を指先で触ったぐらいでは感じ取れないかもしれませんが、バフ研磨するとすぐに粗いことが確認できます。
この切削ビビリが発生する条件はインターネット等を見るといろいろなことが書かれていますが、現場職人の立場からすると当てはまらないことも多いです。
ただ、「主軸回転数と、切削速度、そして1度に削る切込み量の組み合わせ次第で改善できる」というのは同感です。
その組み合わせを試行錯誤しても改善しない場合は、刃物を疑ってみることも大切で、チップのノーズRを変えるだけで改善することも多々あります。
弊社でも段取り時に切削ビビリが発生することはありますが、長年培ってきた経験がありますので、すぐに対応して改善しております。
※余談ですが、同じように「キーン!」と切削音が鳴っても切削ビビリではない場合もあります。これは、外径荒加工などでの一度の切込み量が多いことや、切削速度が速いだけであって、「縞々模様」は現れず、しがたって「切削ビビリ」とも呼びません。
著者:(有)新紀工業 WEB担当 新井元紀
経歴:大阪電気通信大学制御機械工学科 2002年卒業。
大阪電気通信大学大学院博士課程 機械工学専攻 2004年修了。
精密機器スピンドル用スパイラル溝付ジャーナル軸受の研究に携わる。
修了後、同年(有)新紀工業に入社。現在に至る。